
Taiichi Ohno: The Ultimate 2026 Guide to the Father of the Toyota Production System
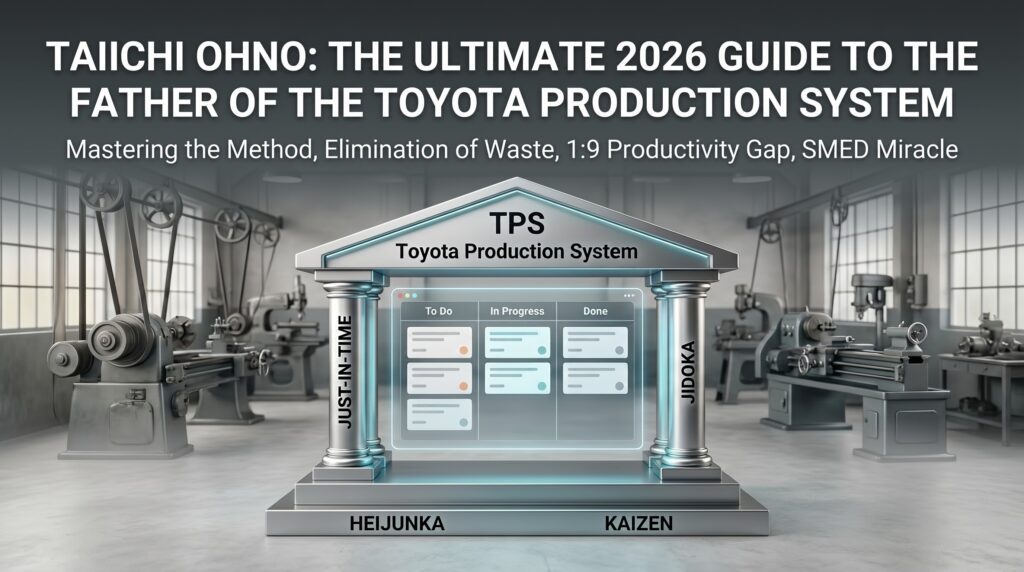
Table of Contents
Prologue
If you have ever stood inside a Lean workshop, you have heard his name. Trainers say it with reverence. Black Belts quote him on slides. Plant managers repeat his lines as if they were scripture.
But here is the brutal reality. Most operational leaders cannot tell you who Taiichi Ohno actually was. They cannot name the year he joined Toyota. They cannot recite the productivity gap he was hired to close. They cannot explain why a quiet Japanese engineer, with no university degree and no formal automotive training, ended up reshaping every global supply chain you depend on today.
That is a problem. Because if you do not understand the man, you cannot understand the method. And if you do not understand the method, you will keep “doing Lean” the way most companies do it in 2026. Loud kickoffs. Pretty value stream maps. Zero sustained results.
This is the complete, fact-checked, citation-backed 2026 guide to Taiichi Ohno.
We will walk through his birth in Manchuria, his decade in a textile mill, the 1:9 American productivity gap, the supermarket inspiration, the chalk circle, the 7 wastes, the 4-hour-to-3-minute setup story, and the legacy that quietly powers everything from your hospital emergency room to your favorite agile sprint board. Let us begin where every serious Lean practitioner should.
The Anatomy of a Dying Practice: Why Manual Mapping Fails
Before we explore the AI revolution, we must understand the foundational cracks in the traditional system. Mapping is a lean management framework originally derived from the Toyota Production System. It is designed to oversee all the steps, materials, and information required to deliver a product or service to a customer.
The primary objective is the identification and elimination of waste, known as “muda” in lean methodology. Lean defines value as anything the customer is willing to pay for. Everything else is categorized as Business Value Add or pure No Value Add waste.
In a traditional 20th-century manufacturing setting, identifying this waste required a physical “gemba walk.” Managers would physically visit the factory floor. They would use stopwatches to calculate cycle times and Takt time. They were looking for the seven classic physical wastes: overproduction, inventory, motion, defects, over-processing, waiting, and transport.
However, modern enterprises do not just move physical pallets of steel. They move massive datasets, code deployments, and complex financial approvals. In these digital environments, waste is almost completely invisible to the naked eye.
You cannot use a stopwatch to calculate how long a piece of code sat in a Quality Assurance queue before a developer finally reviewed it. You cannot physically observe the shadow IT workarounds a procurement team uses to bypass a broken ERP system. Therefore, sifting through inaccurate data, waiting on executive decisions, or uncovering hidden system redundancies simply cannot be achieved with a clipboard.
Who Was Taiichi Ohno?
Taiichi Ohno was a Japanese industrial engineer and Toyota executive who is universally recognized as the architect of the Toyota Production System (TPS). His work between 1948 and 1975 formed the operational foundation that the West would later repackage and rename Lean Manufacturing.
He was born on February 29, 1912, in Dalian, Manchuria, China, when the city was an active seaport under Japanese administrative influence. He died on May 28, 1990, in Toyota City, Japan, at the age of 78.
His formal education stopped at the secondary technical level. He graduated in 1932 from Nagoya Technical High School (now the Nagoya Institute of Technology) with a degree in mechanical engineering. He never attended university. That single biographical detail explains nearly everything about his methodology. Taiichi Ohno did not trust theory. He trusted the shop floor.
The Toyota Beginning: From Textiles to Tribute
Taiichi Ohno joined the Toyota Group in 1932, the exact year of his graduation, during the depths of the Great Depression. His father knew Kiichiro Toyoda, the son of founder Sakichi Toyoda. Through that connection, Ohno secured a job at Toyoda Spinning and Weaving, the original textile machinery business that funded everything Toyota would eventually become.
He spent the next eleven years on textile floors, not car assembly lines. This period is criminally underrated in most Lean literature.
Inside that textile mill, Ohno absorbed three ideas that would become the DNA of TPS:
First, he studied Sakichi Toyoda’s revolutionary Type-G Automatic Loom, perfected in 1924, which stopped itself the instant a thread broke. This was the seed of Jidoka, often translated as “automation with a human touch.”
Second, he watched competitor Nichibo dominate Toyoda on both quality and cost using small lot sizes and tightly integrated lines. That was the seed of Just-In-Time.
Third, he watched Kiichiro Toyoda apply continuous-flow conveyor production to loom assembly in 1927 and to vehicle body assembly at the Koromo Plant in 1938. That was the seed of flow.
In 1943, as World War II tore Japanese industry apart, Toyoda Textiles was dissolved and Taiichi Ohno was transferred to the Toyota Motor Company. He stepped onto the engine shop floor as a supervisor and, by his own admission, considered himself an automotive “layman.” That outsider status turned out to be his greatest weapon.
The 1:9 Productivity Gap That Built Lean
To understand why Taiichi Ohno engineered such a radical system, you have to understand the crisis Toyota was facing after 1945.
Japan was broken. Material shortages were severe. Demand for vehicles had collapsed. Toyota was so desperate for revenue that it temporarily manufactured kitchenware, farm tools, flour, bread, and fish paste just to keep its workers fed.
Then the punch landed. The American occupation’s General Headquarters (GHQ) reported that overall American industrial productivity was eight times higher than Japan’s. A Mitsubishi Electric manager who had toured American factories shared an even more brutal automotive-specific number with Ohno. The ratio was 1:9. A single American auto worker was producing nine times the output of a comparable Japanese worker.
Kiichiro Toyoda’s response became one of the most famous mandates in industrial history. Catch up to American productivity in three years, or the Japanese auto industry dies.
Ohno did the math in his head and refused to accept the obvious explanation. He knew the American worker was not exerting nine times the physical effort. The American was not nine times faster, nine times stronger, or nine times smarter. The only logical explanation was that Japanese processes were saturated with hidden waste.
That single insight is the genesis of Lean.
In 1946, Ohno was promoted to Machine Shop Manager for shops 2 and 3. In 1949, he became Plant General Manager for Machining Operations at the Koromo Plant (today’s Honsha Plant). With that authority, the Toyota Production System began to take physical shape on the shop floor.
The Architecture of the Toyota Production System
The Toyota Production System was not designed in a conference room. It was forged between 1948 and 1975 through thousands of small experiments, failures, and corrections led by Taiichi Ohno with the executive backing of Eiji Toyoda.
TPS is best understood as a “house” built on two pillars and a foundation. The goal of the house is the simultaneous delivery of the highest quality, the lowest cost, and the shortest lead time, achieved exclusively through the elimination of waste.
The two pillars are Just-In-Time and Jidoka. The foundation is standardized work, leveled production (Heijunka), and continuous improvement (Kaizen).
Let us break the pillars down the way Ohno actually built them.
Pillar 1: Jidoka (Built-In Quality)
In traditional American mass production, the assembly line never stopped. Quality was a separate department that inspected vehicles at the end. Defects were caught, rerouted, and reworked at enormous hidden cost.
Taiichi Ohno inverted the model. He built quality directly into the process using two mechanisms.
He equipped machines with poka-yoke (mistake-proofing) devices that could detect abnormalities and stop themselves automatically. And he installed the Andon cord above every workstation, giving every single operator on the line the authority to halt the entire factory the moment something looked wrong.
Stopping the line was not a punishment. It was the system working as designed. Ohno believed defects that traveled downstream were the deepest insult to engineering. Famously, he taught that “valueless motions are equal to shortening one’s life.”
Pillar 2: Just-In-Time and the Supermarket Epiphany
Kiichiro Toyoda had dreamed of a zero-inventory Toyota since the 1930s. Taiichi Ohno made it real.
The popular version of this story is that Ohno toured General Motors and Ford in the United States in 1956, walked into an American supermarket (often specifically named as Piggly-Wiggly), watched shoppers pull only what they needed, and brought the idea back to Toyota. It is a clean story, and it is only partly true.
The fuller picture is more interesting. According to Toyota’s own official 75-year corporate history, the “supermarket method” was already being introduced inside Toyota factories in 1954, two full years before Ohno set foot in an American store. Ohno had been studying the concept of American supermarkets through reading and discussion long before he could visit one in person. His 1956 US trip almost certainly refined and validated the system he was already building, rather than triggering it.
What matters operationally is the principle he locked in. Every downstream process became a “customer.” Every upstream process became a “supermarket.” Production happened only when a downstream signal demanded it. The signal itself, often a small card placed in a bin, became known as Kanban. By 1962, Kanban was deployed across the entire Toyota Motor Company.
If you have ever used a digital Kanban board in software, agile project management, or hospital operations, you are using Taiichi Ohno’s 1950s engineering.
The Seven Wastes (Muda) Defined by Taiichi Ohno
To deploy TPS at scale, Ohno needed every worker, supervisor, and engineer to see waste the same way. So he codified it. He defined seven specific categories of Muda (waste) that every Lean professional in 2026 still trains on.
| # | Waste (Muda) | What It Actually Looks Like on the Floor |
|---|---|---|
| 1 | Overproduction | Building parts faster than the next process needs them. Ohno considered this the worst waste because it hides every other waste. |
| 2 | Waiting | Operators, materials, or machines idle while the previous step catches up. |
| 3 | Transporting | Moving materials between locations that add zero customer value and create damage risk. |
| 4 | Inappropriate Processing | Using more precision, tighter tolerances, or more complex machinery than the customer actually requires. |
| 5 | Inventory | Raw materials, WIP, or finished goods sitting beyond the bare minimum required for flow. Cash trapped in piles. |
| 6 | Motion | Unnecessary operator movement. Walking, reaching, bending, searching for tools. |
| 7 | Defects | Parts that fail quality. Scrap or rework. Both kill margin. |
In modern Lean literature, an eighth waste, Underutilized Talent, is often added. Ohno himself did not formally codify it, but his entire philosophy assumed full intellectual engagement of every worker.
The Chalk Circle: How Taiichi Ohno Taught Engineers to See
Ohno was famous for an exercise that today would probably get an HR complaint filed against him. He called it the “chalk circle.”
He would draw a circle on the concrete floor of the shop and instruct a supervisor or engineer to stand inside it. For hours. Sometimes most of a shift. The instruction was simple. Watch. Just watch. Do not move. Do not talk. Watch the process until you can identify the waste yourself, then propose a countermeasure.
The point was not punishment. It was disciplined observation. Ohno believed that the workplace, the gemba, is the only honest teacher. He distrusted reports, projections, and executive summaries. He trusted what your eyes saw while your feet stood still.
This is the source of one of the most enduring Lean principles in 2026: go to gemba.
Taiichi Ohno's Ten Precepts
Ohno reduced his entire managerial worldview to ten short lines. They are blunt. They are uncomfortable. They are also the most concentrated dose of operational philosophy ever written. Read them slowly.
| # | Taiichi Ohno's Ten Precepts |
|---|---|
| 1 | You are a cost. First reduce waste. |
| 2 | First say, "I can do it." And try before everything. |
| 3 | The workplace is a teacher. You can find answers only in the workplace. |
| 4 | Do anything immediately. Starting something right now is the only way to win. |
| 5 | Once you start something, persevere with it. Do not give up until you finish it. |
| 6 | Explain difficult things in an easy-to-understand manner. Repeat things that are easy to understand. |
| 7 | Waste is hidden. Do not hide it. Make problems visible. |
| 8 | Valueless motions are equal to shortening one's life. |
| 9 | Re-improve what was improved for further improvement. |
| 10 | Wisdom is given equally to everybody. The point is whether one can exercise it. |
Tape these to your desk. Re-read them once a week. They beat 90 percent of the leadership content you will find online.
The 4-Hour-to-3-Minute Miracle: Setup Time Reduction
If you want the single most underrated achievement of Taiichi Ohno’s career, it is this story.
In the 1940s, changing a die on a massive stamping press at Toyota took between 2 and 4 hours. American competitors accepted this as physics. The “solution” was to run gigantic batches of identical parts to amortize the setup downtime. That batch logic is exactly what produced the massive inventory mountains Ohno saw in Detroit.
Ohno refused to accept it. He treated setup time as a problem, not a constraint.
His engineers, supported later by external consultant Shigeo Shingo starting in 1955, separated “internal” setup (work that requires the machine to be stopped) from “external” setup (work that can happen while the previous batch is still running). They standardized tooling. They built quick-release mechanisms. They moved as many internal tasks to external as physically possible.
The results, captured in Toyota’s own historical records, are jaw-dropping:
| Era | Stamping Press Setup Time | Reduction vs. 1940s Baseline |
|---|---|---|
| 1940s | 2 to 4 hours (240 minutes) | Baseline |
| 1950s | Under 60 minutes | Approximately 75% |
| 1962 | 15 minutes | Approximately 94% |
| 1971 | 3 minutes | Approximately 99% |
This is the engineering breakthrough that birthed Single Minute Exchange of Die (SMED). Without 3-minute changeovers, Just-In-Time is impossible. Without Just-In-Time, the Toyota Production System collapses. Without TPS, modern Lean does not exist.
The entire global Lean movement hinges, mathematically, on this one line of the table.
The 1973 Oil Crisis: Global Validation
For decades, the Toyota Production System was a quiet, internal Japanese miracle. Western automakers paid almost no attention.
Then 1973 happened.
The Arab Oil Embargo quadrupled global oil prices in a matter of weeks. Demand for cars collapsed. Detroit, Europe, and most of Asia were sitting on millions of dollars of unsold, depreciating vehicle inventory. Profits cratered. Layoffs followed.
Toyota was a different story.
Because TPS produced only what the customer was actually pulling, Toyota was not holding an inventory mountain. The pull system flexed downward almost overnight. Margins held. Cash held. By the time competitors recovered, Toyota had taken decisive market share.
That was the moment the world started taking Taiichi Ohno seriously.
The Career Arc and the Books
Taiichi Ohno’s promotions tracked his impact:
He joined the Toyota Motor Company board in 1954. He was named Managing Director in 1964. He became Senior Managing Director in 1970. He reached Executive Vice President in 1975. He officially retired from his executive role in 1978, though he stayed on as a senior advisor until 1982, and served as president of Toyota Gosei, a key subsidiary.
In retirement, he finally wrote down the system he had spent decades building. Three books became canonical:
Toyota Production System: Beyond Large-Scale Production (Japanese 1978, English 1988) is the foundational text. In it, Ohno famously compared a healthy factory to the human autonomic nervous system. It does not wait for top-down instructions. It reacts automatically and intelligently to signals.
Workplace Management (Japanese title Gemba Keiei, 1982/1984, English translation by Jon Miller in 2007) is the leadership companion volume. Gemba means “the actual place.” Keiei means “management.” The thesis is brutal and direct. Real management is done at the actual place. Not in spreadsheets. Not in offsite retreats.
Just-in-Time for Today and Tomorrow (1988, co-authored with Setsuo Mito) extends JIT into broader strategic territory.
If you have read only one of these, read the first. If you can read two, add Workplace Management.
The Posthumous Empire: Why Taiichi Ohno Quietly Owns 2026
Taiichi Ohno died in May 1990. The same year, MIT researchers James Womack, Daniel Jones, and Daniel Roos published The Machine That Changed the World. That book coined the term “Lean Production” and translated TPS for a Western audience that had previously dismissed it.
From that moment, Ohno’s frameworks went global. They jumped industries. They jumped continents. They jumped centuries.
In 2026, you can find Taiichi Ohno’s fingerprints on:
- Toyota’s worldwide manufacturing network and almost every modern automotive OEM.
- Hospital operations and emergency room flow design.
- Software development through Agile, Scrum, and digital Kanban boards.
- Government social services and benefits processing.
- Retail logistics, e-commerce fulfillment, and global supply chains.
- Food bank distribution and humanitarian logistics.
- AI-powered process mining tools that automate the very value stream maps his philosophy invented.
Formal recognition followed. In 2004, Ohno was inducted into the international Logistics Hall of Fame for inventing the Kanban system and the pull principle. On July 21, 2022, he was posthumously inducted into the Automotive Hall of Fame in Detroit, the single highest honor in global automotive history. Toyota President Akio Toyoda called him “one of the most important figures in the story of Toyota.”
Taiichi Ohno's Career and Legacy at a Glance
| Year | Milestone |
|---|---|
| 1912 | Born on February 29 in Dalian, Manchuria, China |
| 1932 | Graduates from Nagoya Technical High School in mechanical engineering and joins Toyoda Spinning and Weaving |
| 1943 | Transferred to the Toyota Motor Company |
| 1949 | Promoted to Plant General Manager, Machining Operations, Koromo Plant |
| 1954 | Appointed to the Toyota Board of Directors. Toyota internally introduces the "supermarket method," the precursor to Kanban |
| 1956 | First U.S. visit to General Motors and Ford; the trip validates and refines the supermarket-style pull system already in development |
| 1962 | Kanban system deployed across all of Toyota; stamping press setups down to 15 minutes |
| 1971 | Stamping press setups reduced to 3 minutes |
| 1973 | TPS resilience during the Oil Crisis stuns global competitors |
| 1975 | Appointed Executive Vice President of Toyota |
| 1978 | Retires from executive role; publishes Toyota Production System in Japanese |
| 1990 | Dies on May 28 in Toyota City; The Machine That Changed the World introduces "Lean" to the West |
| 2004 | Inducted into the international Logistics Hall of Fame |
| 2022 | Inducted into the Automotive Hall of Fame in Detroit |
What Taiichi Ohno Would Tell You In 2026
If Taiichi Ohno walked into a 2026 operations review, he would not be impressed by your dashboards. He would not be charmed by your generative AI copilots. He would not nod along at your value stream PowerPoint.
He would ask three questions.
First, where is the waste? If you cannot point to it physically, mathematically, and visibly, you do not understand your own process. Make problems visible, not hidden.
Second, are you producing only what the customer is pulling? Or are you still pushing inventory based on a forecast and calling it strategy?
Third, have you been to the gemba this week? Not Zoom. Not Teams. The actual place. Have you watched the work happen with your own eyes?
If you can answer those three honestly, you are practicing Lean. If you cannot, you are decorating it.
Take the Next Step: AIGPE® Lean and Six Sigma Certifications
If Taiichi Ohno’s story moved you the way it moves most serious operations leaders, do not let the feeling fade. Convert it into a credential. AIGPE® offers a globally recognized, CPD-accredited learning path that builds you up from foundational Lean Six Sigma all the way to Ohno-grade specialization.
Build your Lean Six Sigma analytics foundation:
Master Ohno's actual toolkit with specialized Lean credentials:
About the Author
Rahul Iyer is a seasoned Continuous Improvement expert, Master Black Belt, and the founder of AIGPE®. Over his career, he has built an educational ecosystem trusted by over 1,000,000 professionals across 193 countries. Through AIGPE®, Rahul developed the core certifications in Process Excellence, Six Sigma, and Project Management that have helped countless individuals build real skills and secure their careers in high-complexity environments.
To ensure global recognition, all AIGPE® programs are heavily vetted and accredited by the CPD Standards Office (Provider No. 50735). AIGPE® is the official Authorized Training Partner (ATP) of the Project Management Institute (PMI®) with Provider Number 5573, and the recognized Provider of Choice by the Society for Human Resource Management (SHRM) under Provider Number RP9220.
Citations and References
- Wikipedia. “Taiichi Ohno.” https://en.wikipedia.org/wiki/Taiichi_Ohno
- Toyota Newsroom. “2022 Automotive Hall of Fame Inducts Taiichi Ohno, ‘Father of TPS.'” https://pressroom.toyota.com/2022-automotive-hall-of-fame-inducts-taiichi-ohno-father-of-tps/
- Wikipedia. “Toyota Production System.” https://en.wikipedia.org/wiki/Toyota_Production_System
- UEN Pressbooks. “Taiichi Ohno.” The People Behind The Big Ideas of Operations Management. https://uen.pressbooks.pub/ompeople/chapter/taiichi-ohno/
- Vanguard Consulting Ltd. “Taiichi Ohno.” https://beyondcommandandcontrol.com/library/whos-who-system-thinkers/taiichi-ohno/
- SciELO. “Standing on the shoulders of giants: production concepts versus production applications.” https://www.scielo.br/j/gp/a/nw43nPSMWtFFqr4x5jhJkJn/?lang=en
- Project Production Institute. “Reprint: To Pull or Not to Pull: What Is the Question?” https://projectproduction.org/journal/reprint-to-pull-or-not-to-pull-what-is-the-question/
- Lean6SigmaHub. “How to Implement the Toyota Production System: A Complete Guide to Lean Manufacturing Excellence.” https://lean6sigmahub.com/how-to-implement-the-toyota-production-system-a-complete-guide-to-lean-manufacturing-excellence/
- Logistics Hall of Fame. “Taiichi Ohno.” https://www.logisticshalloffame.net/en/members/taiichi-ohno
- Symestic. “Toyota Production System (TPS): The Two Pillars and Why It Works.” https://www.symestic.com/en-us/what-is/toyota-production-system
- Lean Enterprise Institute. “Toyota Production System.” https://www.lean.org/lexicon-terms/toyota-production-system/
- Internal Resource Library. “Taiichi Ohno and the 7 Wastes.” https://www.internalresourcelibrary.org/articles/lean
- Automotive Hall of Fame. “Taiichi Ohno.” https://automotivehalloffame.org/honoree/taiichi-ohno/
- Britannica Money. “Ohno Taiichi.” https://www.britannica.com/money/Ohno-Taiichi
- AllAboutLean.com. “Twenty-five Years after Ohno, A Look Back.” https://www.allaboutlean.com/ohno-25-years/
- Toyota Global. “Toyota Production System, Vision and Philosophy.” https://global.toyota/en/company/vision-and-philosophy/production-system/
- Beverly Hills Lingual Institute. “The Origin of Lean Production.” https://www.bhlingual.com/the-origin-of-lean-production-blog
- Gemba Academy Blog. “Gemba Keiei Chapter 17: The Goal, Improve Productivity Ten-Fold.” https://blog.gembaacademy.com/2006/04/02/gemba_keiei_chapter_17_the_goa/
- Rework Resources. “Taiichi Ohno Leadership Style: The Toyota System’s Architect.” https://resources.rework.com/libraries/leadership-legends/taiichi-ohno-leadership
- Lean Enterprise Institute. “Isao Kato Interview on Shigeo Shingo’s Influence on TPS.” https://www.lean.org/the-lean-post/articles/isao-kato-interview-on-shigeo-shingos-influence-on-tps/
- Japan Automotive Hall of Fame. “Taiichi Ohno.” https://www.jahfa.jp/en/inductees/058TaiichiOhno.html
- MichAuto. “The Automotive Hall of Fame Announces Diverse Class of 2022 Inductees.” https://michauto.org/the-automotive-hall-of-fame-announces-diverse-class-of-2022-inductees/
- Toyota Motor Corporation. “75 Years of Toyota, Section 7: The Birth of the Toyota Production System.” https://www.toyota-global.com/company/history_of_toyota/75years/text/taking_on_the_automotive_business/chapter2/section7/item4.html